





制冷系统中焊接一般用铜铝等有色金属材料,在制造、安装和维修过程中,管道的焊接是关键的一环,它直接影响到设备运行的效果、寿命和售后,因此特发本文,希望能引起行业从业者的重视。下面我们一起来看看,焊接不良会有什么影响?如何避免避免焊接隐患?

1、焊接不良会有什么影响?
第一、焊接问题:焊接不好存在泄漏点
焊接原本的作用是将制冷设备连接,使得连接内外机,使内、外机形成封闭系统,冷媒可以在内、外机内循环流动,一般情况下大管走气态冷媒,小管走液太冷媒。而冷媒有什么用呢?
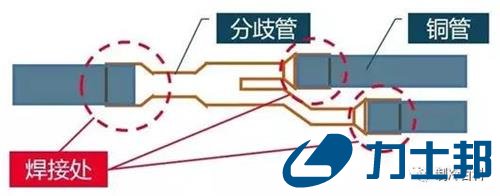
冷媒,又称制冷剂、致冷剂、雪种,是制冷系统中完成能量转化的媒介物质。简单地说就是,在室内机处吸收热量,在室外机处释放热量,通过它把室内的热量搬运到室外去。如果因为制冷系统焊接不好,那么制冷设备会出现泄漏,久而久之不仅无制冷效果,更有可能损坏制冷压缩机。

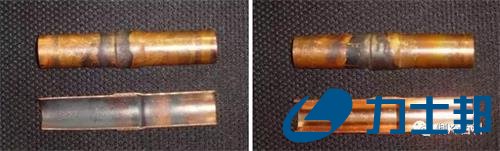
▲规范的焊接,应无沙眼、气泡,饱满平滑
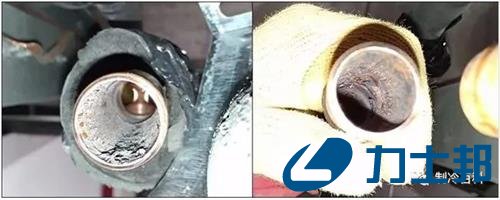
第二、焊接问题:铜管内部生成氧化层
如下左图,焊接过程中没有规范操作,导致铜管内壁生成黑黑的氧化皮,而下右图安正规操作,焊接处铜管内存光亮如新,最主要是管内并无氧化皮的产生。
需要明白的是,如果氧化皮沉积在室内机侧,室内机冷媒流量受到极大影响,制冷效果可能因此达不到应有的效果。如果氧化皮进入压缩机,会加大压缩机磨损(减少使用寿命),甚至直接导致压缩机损坏。
总是,无论产生怎样的售后问题,需要花很多时间和精力,因此,我们在制冷系统安装施工的时候,应该避免这种情况的发生。
2、如何避免避免焊接隐患?
第一、充氮焊接的操作
如何防止焊接时铜管内有氧化皮的产生呢?只需进行充氮焊接即可!那么为什么充氮焊接可以防止氧化皮的产生呢?
因为氮气的化学性质很稳定,充氮焊接可以防止铜管内壁在高温下产生氧化皮。而空气中含有氧气,焊接铜管时会发生氧化反应,会产生氧化物。
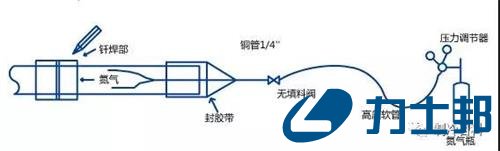
▲充氮焊接示意图
需要特别注意的是:焊接完毕后,需要再继续通氮气3到5分钟,直到不再发生氧化为止,严禁用冷水冷却铜管表面。另外,特别强调下,充氮保护气体必须是氮气,禁止使用氧气以免发生爆炸危险!焊接时氮气压力控制在0.2-0.3kgf/cm2左右,不宜过大。
第二、气密性的测试
充氮焊接完成之后并不能代表焊接好了,如果焊接有沙眼气泡等,需要重新焊接。因为需要气密性测试。即焊接完成后必须对铜管进行的压力测试,往铜管内充入一定压力的氮气进行保压,用氮气从低压工艺口慢慢打入,如果系统有液路电磁阀先将电磁阀通电打开,在高压工艺口挂正压表检测压力。

R410A冷媒需保持管压力为40公斤,R22制冷剂则需要保持管内压力为20公斤。保压时长24小时。环境温度的变化能引起的氮气压力变化,环境温度每有±1℃温差,便会有±0.1 kgf/cm2的压力差。
需要注意:依然严禁用氧气进行保压,氧气与制冷系统里面的冷冻油接触,容易发生爆炸!
3、总结
焊接是制冷设备安装施工过程中一个相当重要的环节,焊接不规范可能导致:焊接处存在泄漏点;焊接过程铜管内部生成氧化皮。防止焊接过程铜管内部氧化最好办法是充氮焊接;确保焊接处无泄漏点必须要进行保压试验。